Le moulage sous pression est le moyen le plus rapide et le plus économique de fabriquer de grands volumes de pièces en aluminium, en zinc ou en magnésium. Les pièces moulées sous pression ont d'excellentes finitions de surface, maintiennent des caractéristiques et des tolérances constantes et gaspillent peu de matières premières.
Le moulage sous pression est utilisé pour fabriquer des blocs moteurs et des carters de moteur, des pièces d'appareils, des dissipateurs de chaleur, des raccords, des supports et une myriade d'autres produits industriels et commerciaux courants.
Si vous développez un produit et envisagez le moulage sous pression pour un projet, vous devez savoir que toutes les pièces moulées doivent faire face au problème de la porosité. C'est inévitable mais contrôlable.
Pour atténuer les effets de la porosité de vos pièces, voyons ce qui la cause et comment utiliser les meilleures pratiques de conception pour la gérer au mieux, et obtenir des résultats optimaux.
Qu'est-ce que la porosité?
La porosité fait référence à un trou ou un vide dans une pièce en métal coulé autrement solide. Les pores peuvent varier en taille; cela peut aller de pores microscopiques (micropores) à des vides plus grands mesurables en millimètres cubes ou plus. Les pores ne sont pas toujours circulaires en section transversale mais peuvent également prendre la forme de fissures linéaires irrégulières.
La porosité a deux causes principales: le retrait à la solidification et la porosité des gaz.
Examinons de plus près les causes profondes de ces deux problèmes, puis nous proposerons des stratégies pour y faire face.
Rétrécissement à la solidification
Une fois le métal fondu injecté dans une cavité de moule, il commence à se solidifier lorsqu'il entre en contact avec les parois relativement plus froides de l'outil. Cette solidification provoque le rétrécissement du métal, mais la vitesse à laquelle cela se produit varie en fonction de la géométrie de l'outil de moulage et du type d'alliage utilisé.
La partie semi-liquéfiée du métal plus éloignée de la paroi de l'outil est appelée neige fondue, et c'est cette zone où les pores sont plus susceptibles de se former. De plus, lorsque le métal fondu devient un solide, il peut bloquer le passage du liquide vers d'autres endroits dans le moule. Cela peut créer des pores en empêchant la liquéfaction complète de toutes les composantes de la conception.
Porosité des gaz
Les poches de gaz se forment de plusieurs manières. Dans le cas de l'aluminium, l'hydrogène peut sortir de sa suspension et remplir les vides avec de l'hydrogène gazeux.
Il peut également y avoir de l'air emprisonné dans l'outil de moule qui n'a pas été complètement évacué ou ventilé lorsque la cavité s'est remplie. Cet air emprisonné est appelé entraîné.
Enfin, d'autres liquides peuvent se mélanger au métal fondu lors de l'injection. Il peut s'agir d'agents de démoulage, de fuites de fluide hydraulique ou même d'humidité atmosphérique. Chacun de ceux-ci peuvent se vaporiser rapidement et former des bulles de gaz. Les liquides ou huiles qui ne s'évaporent pas deviennent des contaminants susceptibles de former des inclusions dans la pièce finale.
Trois types de porosité
Nous venons d’examiner les deux principales causes des pores: le retrait à la solidification et la porosité des gaz. Dans les deux cas, des pores peuvent être produits qui forment l'une des trois principales sous-catégories.
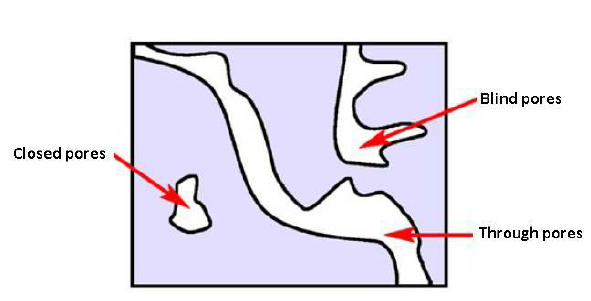
1. Porosité aveugle
Le pore commence à la surface d'un élément et se termine quelque part dans le corps du métal. Ce type de porosité n’affecte généralement pas la résistance mécanique, mais il peut provoquer la corrosion de l'objet.
Il est possible de sceller ces pores après la coulée, surtout si la pièce doit maintenir la pression, comme dans un vérin hydraulique.
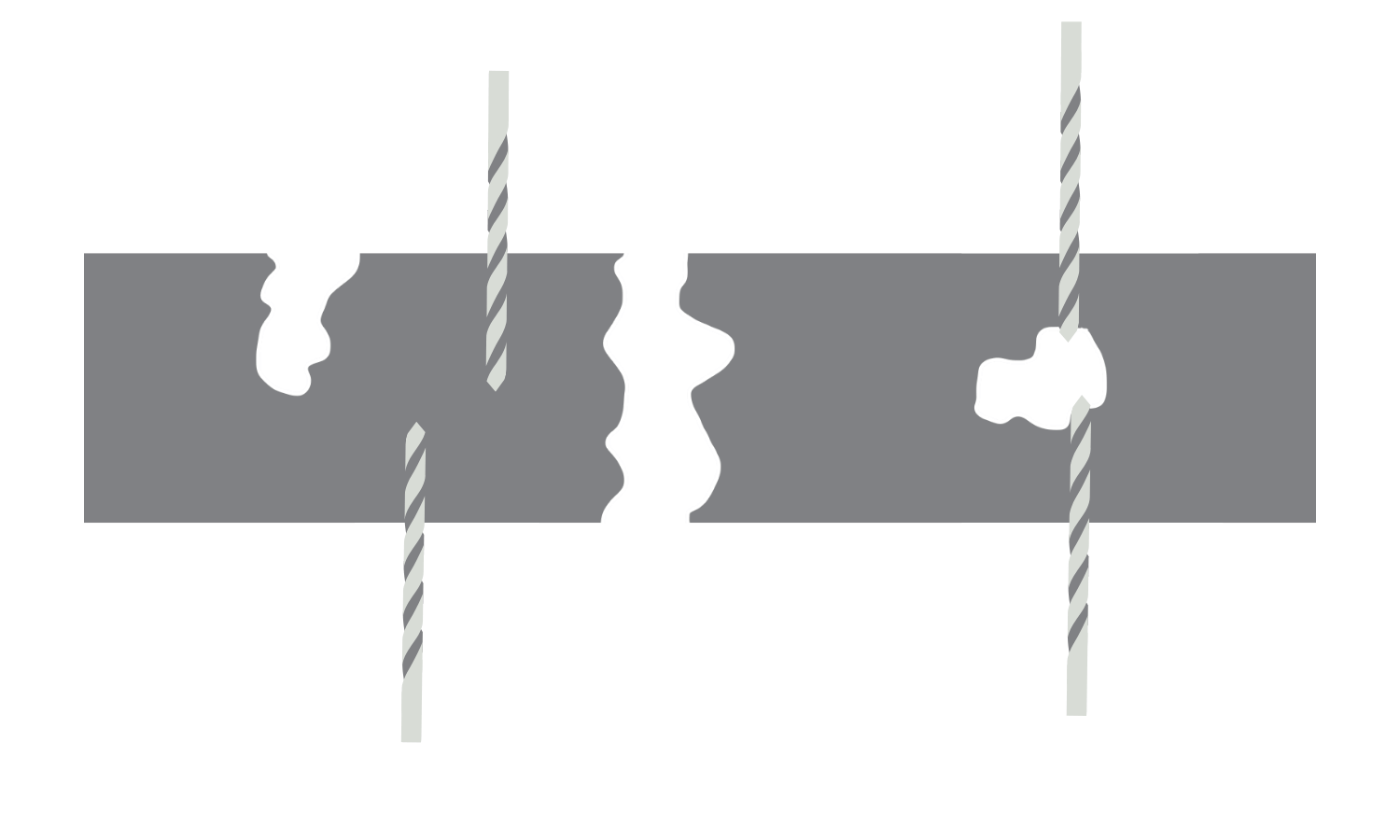
2. Porosité transversale
Le pore commence à la surface et crée un canal tout au long de l'élément et hors de la paroi opposée. Cela va provoque une fuite et il sera donc nécessaire de le sceller des deux côtés.
3. Porosité entièrement fermée
Ces pores existent à l'intérieur du corps du métal et ne sont pas exposés à l'extérieur à moins qu'ils ne soient pénétrés ultérieurement lors du post-usinage. L'existence de tels pores n'est normalement pas apparente, sauf si la pièce est soumise à une tomodensitométrie (tomographie assistée par ordinateur) après la coulée ou si la pièce est ouverte pour des raisons de diagnostic.
Tolérances admissibles pour la porosité
La porosité représente en moyenne 5% du volume total de la pièce. Il n’est pas réaliste d’éliminer la porosité complètement, on peut par contre s’assurer qu’elle est contenue dans les zones où elle ne nuit pas à la fonction ni à l’aspect de la pièce.
Par conséquent, lorsqu'un dessin de conception ou un fichier CAO est produit, ces zones doivent être clairement désignées avec un ensemble de spécifications et de tolérances pour les défauts admissibles, tout comme ce serait le cas avec les tolérances dimensionnelles.
Les spécifications de porosité prennent généralement cette forme: nombre de pores dans un volume donné; taille maximale autorisée par pore; et pourcentage de volume total par pièce.
Les fabricants utiliseront ces informations pour affiner les paramètres de moulage en conséquence. Cela aura pour but de permettre la porosité dans certaines zones moins critiques afin de pouvoir l'empêcher dans d'autres. Le problème de la porosité est inévitable, c'est pourquoi il faut toujours considérer ces compromis et surtout les prendre en compte dès le début d'un projet.
Outils de diagnostic pour l'analyse de porosité
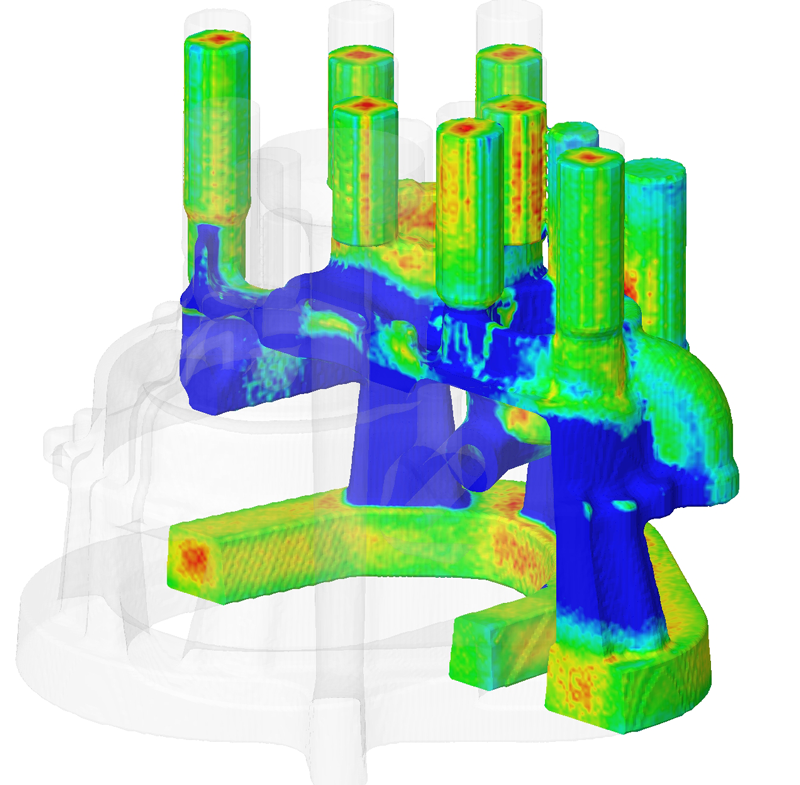
Des logiciels de modélisation existent maintenant pour aider les concepteurs et les fabricants de produits à prédire où la porosité est la plus susceptible de se produire. Ces modèles se basent sur une analyse sophistiquée de nombreux paramètres de moulage tels que le remplissage, le profil du moule, l'épaisseur de la paroi, les temps de séjour, les températures, la composition de l'alliage et bien d'autres.
En utilisant ces informations, les ingénieurs produit peuvent améliorer la conception de leurs moules en conséquence, tandis que les mouleurs peuvent également optimiser leurs configurations à l'avance plutôt que de se fier à des essais et des erreurs coûteux et chronophages.
Conseils de conception d'outils pour la prévention de la porosité
Voilà certaines des meilleures pratiques de conception d'outils que nous vous conseillons d'utiliser pour aider à prévenir les causes les plus courantes de porosité.
Épaisseur du mur
Problème : La cause de loin la plus courante de porosité est le refroidissement inégal de la pièce à l'intérieur de la cavité, qui est à son tour responsable de l'épaisseur de paroi variable.
Solution : Le moyen le plus simple et le plus rapide d'éviter cela est de maintenir des épaisseurs de paroi constantes dans la mesure du possible. C'est le travail du concepteur d'outils de moulage. De nombreuses autres considérations importantes, telles que la conception des bossages, des nervures, des goussets et d'autres caractéristiques, sont similaires à celles du moulage par injection plastique.
Taux de rétrécissement
Problème : La vitesse de rétraction est affectée par la température de fusion de l'alliage, le temps de refroidissement et la température de refroidissement. Dans le cas de l'aluminium, qui est de loin le matériau de moulage sous pression le plus courant, l'ajout de silicium peut réduire considérablement les taux de retrait, mais seulement dans la limite d'un certain pourcentage d'alliage. Trop de silicium peut nuire aux performances mécaniques de l'alliage.
Solution : Il est préférable que le développeur du produit travaille en étroite collaboration avec le mouleur de matrice sous pression pour discuter des options de matières premières en fonction de l'application et de la conception.
Entraînement
Problème : Il est difficile d'éliminer complètement l'air entraîné d'un outil de moule, en particulier pour les formes complexes qui ont de nombreuses composantes internes où l'air peut être emprisonné.
Solution : Il existe quelques stratégies pour atténuer l'air entraîné. La première consiste à améliorer la conception de l'outil de moulage afin qu'il n'y ait pas de coins ou de poches pointus où l'air ne puisse pas s'échapper. Une autre serait d'ajouter plus d'évents ou d'optimiser la conception du système de porte / glissière optimisée pour permettre des voies d'évacuation pour l'air.
La modification de la vitesse d'injection et de la pression peut aider à la ventilation, mais peut avoir un effet négatif sur la pièce par d'autres moyens, cela doit donc être fait avec précaution.
Astuce finale
Enfin, la coulée peut être effectuée dans un environnement rempli d'argon ou d'un autre gaz inerte, comme nous en utilisons chez 3D PRINT. Dans ce cas, il est préférable de discuter de ce processus avec le fabricant au début de la phase de conception. Une fois la coulée terminée, il est alors nécessaire de trouver un moyen de mesurer avec précision la porosité de la pièce finie.
Technologie de mesure de la porosité
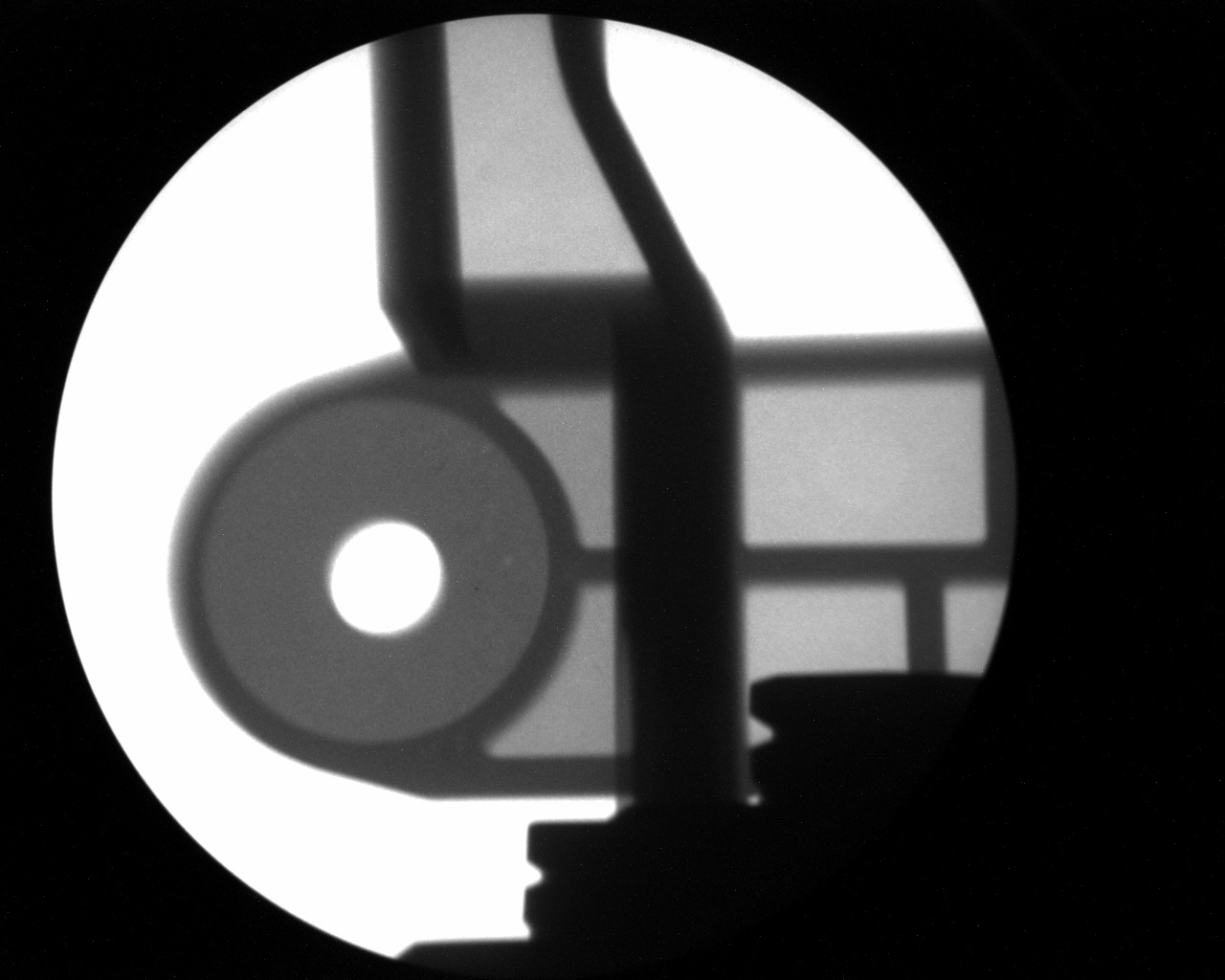
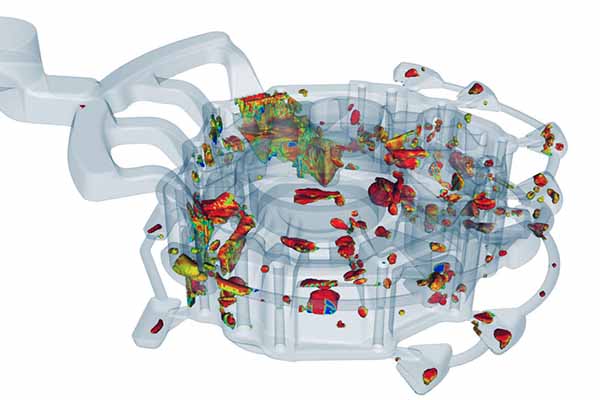
De nouvelles techniques ont été développées pour aider les fabricants à identifier et mesurer la porosité avec une précision très difficile à atteindre si on utilise des méthodes conventionnelles telles que l'inspection visuelle, les tests de pression ou les tests destructifs. L'un des plus prometteurs est la tomodensitométrie, ou TDM.
Dans ce processus, plusieurs photos aux rayons X de haute puissance sont prises de la pièce, puis combinées pour créer une carte 3D de l'intérieur de la pièce. Cela peut être utilisé pour le contrôle de processus en temps réel ainsi que pour créer des simulations informatiques qui peuvent aider à optimiser la conception des outils de moule. Le TDM devient suffisamment robuste et fiable pour être considéré comme un véritable instrument de mesure de qualité métrologique et pas seulement comme un outil de diagnostic.
Comment l'usinage affecte-t-il la porosité?
Le revêtement d'une pièce moulée sous pression est la zone la plus stable thermiquement. C’est la première pièce à se solidifier et ne montre que peu voire pas de porosité dans le premier 0,5 mm ou plus. Comme les pores se trouvent dans les sections les plus profondes des pièces moulées, les processus d'usinage tels que les trous taraudés et filetés peuvent ouvrir des pores fermés. Certaines pièces moulées doivent être capables de maintenir la pression de l'air ou du liquide, comme pour les cylindres hydrauliques ou les collecteurs, c'est pourquoi il est indispensable que ces pores soient scellés après l'usinage.
Sceller les pores avec l'imprégnation sous vide
Il est courant dans l'industrie d'appliquer une imprégnation sous vide à la surface des pièces moulées sous pression pour les sceller efficacement.
Il s'agit généralement d'un processus en trois étapes:
- La pièce est placée dans une chambre et un aspirateur est utilisé pour éliminer tout air emprisonné dans les micropores.
- Un enduit d'étanchéité tel qu'une résine polymère liquide est ensuite placé dans la chambre et injecté dans les micropores à l'aide d'une pression d'air positive.
- Une fois imprégnée, la pièce est retirée de la chambre et l'enduit est complètement durci. Ceci est considéré comme un traitement de surface permanent unique.
Le moulage sous pression est-il la solution pour vous?
Chez 3D PRINT, notre équipe travaille avec les clients pour s'assurer que les dessins soient optimisés pour éviter le risque de porosité. Si vous souhaitez travailler avec nous sur votre prochain projet, nous pouvons vous donner un examen gratuit du projet et travailler avec vous pour obtenir de belles pièces moulées sous pression qui correspondent exactement à vos spécifications.
Contactez-nous dès aujourd'hui pour démarrer votre prochain projet de moulage sous pression. Vous pouvez également choisir parmi notre gamme de services de fabrication et de prototypage en interne les services que vous recherchez.